- 16 januari 2018
- Door Sammy Soetaert
- | 8 min. leestijd
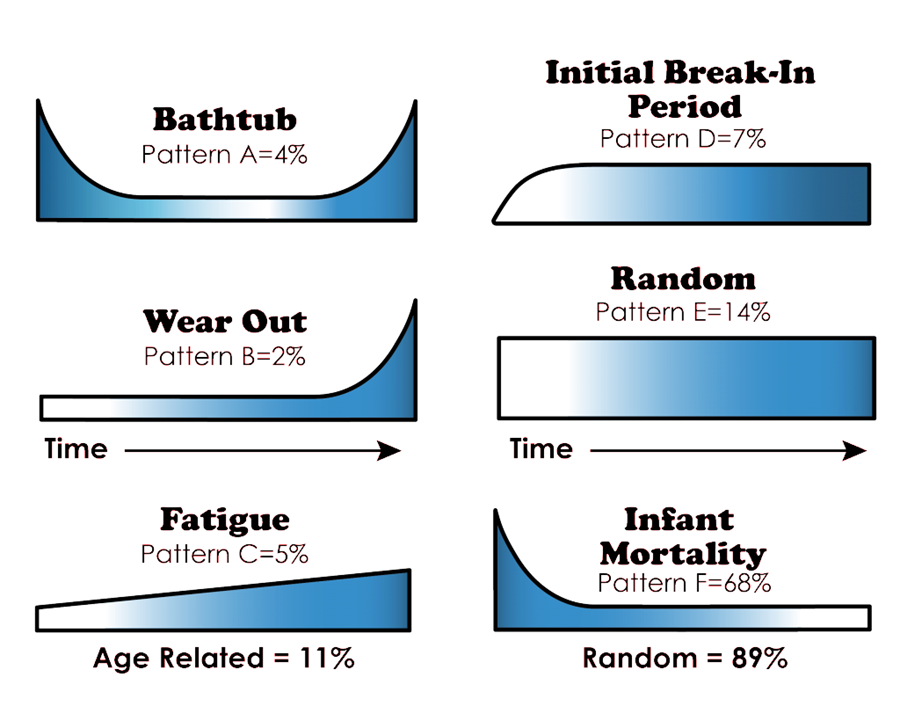
Op weg naar optimaal preventief onderhoudsprogramma
Een snelle opeenvolging van evoluties in het bedrijfsleven zorgt voor veranderende onderhoudsnoden, afgestemd op de uniciteit van elk proces. Een goed doordacht strategisch onderhoudsprogramma met aandacht voor de context is dus meer dan nodig. RCM (Reliability Centered Maintenance) biedt hier soelaas.
Gratis dit artikel lezen?
Registreer en word gratis online abonnee
Ben je al abonnee?
Meld je aan en krijg toegang tot de website
Door te registreren ontvangt u de newsletter. De newsletter kan u te allen tijde en zonder verdere formaliteiten opzeggen. Wij garanderen u dat uw e-mailadres en andere persoonlijke gegevens nooit aan derden worden doorgegeven en enkel gebruikt worden voor het versturen van de newsletter.
Door u in te schrijven, gaat u akkoord met De privacyvoorwaarden.